

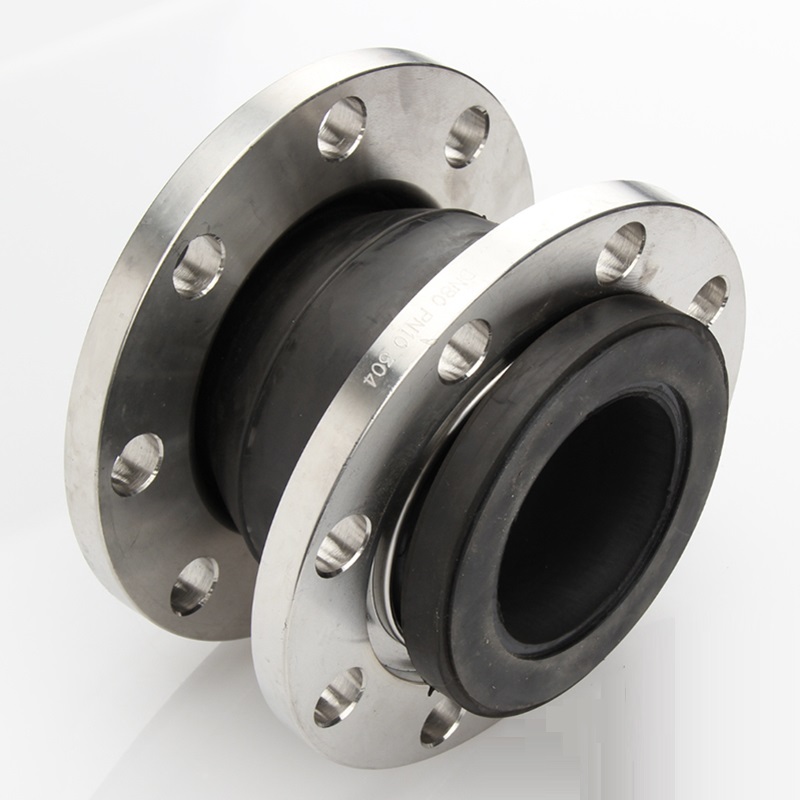
Kauçuk esnek contalar nasıl üretilir ve hangi süreçlerden geçer?
Kauçuğun esnek bağlantılarını yapmak kolay bir iş değildir. Tamamlanması için çeşitli işlem prosedürlerinden geçmeyi gerektirir. Kauçuk esnek bağlantılar, şok ve gürültüyü etkili bir şekilde azaltabilen, kauçuktan ve diğer malzemelerden yapılmış cihazlardır. Güçlü şok emme kapasitesine ve önemli gürültü azaltma etkilerine sahiptirler. Darbe emiliminin gerekli olduğu her yerde kauçuk esnek bağlantılar kullanılabilir. Peki kauçuk esnek bağlantıların üretimi ve şekillendirilmesinde hangi işlem prosedürleri yer alıyor? Şimdi birlikte birbirimizi tanıyalım.
1. Kauçuk bileşimi
Kauçuk esnek bağlantı bileşiğinin hazırlanması, sıradan kauçuk ürün bileşiğinin hazırlanmasıyla aynıdır. İlk olarak ham kauçuğun uygun plastikliğe ve tekdüzeliğe sahip olması için tamamen plastikleştirilmesi gerekir. Plastikleşme süresinin artmasıyla kauçuk kayıp katsayısı azalır ve genliğe bağımlılığı azalır. Karıştırma sırasında önemli olan, bileşik maddelerin eşit şekilde dağılmasını sağlamaktır. Kauçuk bileşiği eşit şekilde karıştırılmazsa amortisörün sertliğinde dalgalanmalara neden olur. Kauçuğun içindeki eşit olmayan sertlik nedeniyle gerilim yoğunlaşması meydana gelecek ve amortisörün hizmet ömrü kısalacaktır.
2. Metal parçaların yüzey işlemi ve yapıştırılması
Kauçuk esnek bağlantıların büyük çoğunluğu metal parçalar içerir. Metal parçalar kauçukla birleştirilmeden önce yüzeylerinin işlenmesi gerekir; aksi takdirde bağlanma güçleri etkilenecektir. Metal parçalar için birçok yüzey işleme yöntemi vardır. Yaygın olarak kullanılanı kumlama, ardından solventlerle temizleme, kurutma ve ardından tutkal sürmedir. Şu anda yaygın olarak kullanılan yapıştırıcı, çok güvenilir bir yapışma gücüne sahip olan chemlok'tur.
3. Sülfatlama
Kauçuk esnek eklemler için yaygın vulkanizasyon yöntemleri arasında sıkıştırma vulkanizasyonu, kalıp transfer vulkanizasyonu ve enjeksiyon vulkanizasyonu yer alır. Yaygın sıkıştırma vulkanizasyon işlemi ve ekipmanı nispeten basittir. Isı, üst ve alt basınç yüzeylerinden metal kalıba ve kauçuğa aktarılır. Bu yöntem özellikle büyük, kalın duvarlı ürünler için uygundur.
Kalıp transfer vulkanizasyon yöntemi, yüksek kalıplama verimliliğine sahip olan metal bir kalıp boşluğuna kauçuğu enjekte etmek için bir presin basıncını kullanır. Başlangıçtaki ve sondaki kauçuk enjeksiyon delikleri kalıp boşluğuna enjekte edilir. Sürtünme kuvvetinin etkisiyle kauçuğun sıcaklığı yükselir. Ayrıca kauçuk, enjeksiyonlu kalıplamadan önce baştan sona önceden ısıtılır. Bu nedenle vulkanizasyon süresini azaltmak için kalıp transfer yöntemi kullanılabilir.
Karmaşık kauçuk şok emici bitmiş ürünler, enjeksiyonlu kalıplama yoluyla vulkanize edilebilir. Enjeksiyon kalıplama kısmı ile enjeksiyon kalıplama makinesinin ısıtma ve basınçlandırma kısmı ayrılmaz bir parça olduğundan, kauçuk şerit veya levha formunda pistona yerleştirilir ve tamamen ön ısıtıldıktan sonra yüksek basınç altında metal kalıp boşluğuna enjekte edilir.
Hammaddeden başlayarak sıkı kalite kontrolü uygulanmaktadır. Her hammadde partisi fabrikaya girmeden önce laboratuvar teknisyenleri tarafından inceleniyor ve kalifiye ediliyor. Bazı kauçuk harmanlama personeli malzemeleri gerekli oranda karıştırır. Harmanlama tamamlandıktan sonra kauçuk karıştırma atölyesine gönderilir ve kauçuk karıştırıcı ile sentetik kauçuk levhalar halinde preslenir. Muayeneden geçen sentetik kauçuk levhalar amortisör hortumu kesme atölyesine gönderilir ve burada personel farklı model ve ölçülere göre keser. Boşaltma işlemi tamamlandıktan sonra şekillendirme işlemi gerçekleştirilir. Her amortisör hortumu kalıbı incelenip uygun bulunduktan sonra vulkanizasyon atölyesine gönderilir ve burada personel kalıbı yerleştirir. Kalıbı vulkanizasyon makinesine koyun. Vulkanizasyon makinesi kalıba iyi basacaktır. Bu sırada vulkanizasyon makinesi 180 derecelik sabit bir sıcaklığa ayarlanır ve vulkanizasyon 40 dakika süreyle gerçekleştirilir. 40 dakika sonra vulkanize edilmiş amortisörü kalıptan çıkarın ve amortisörün vulkanizasyonunun bütünlüğünü test edin. Vulkanize amortisörlerin kenarlarını kesin ve trimledikten sonra yarı mamul teleferiğe yerleştirin. Teleferik içindeki yarı mamul amortisör hortumları flanş montaj atölyesine gönderilir, burada personel amortisör hortumu flanşlarını ve yarı mamul amortisör hortumlarını bitmiş ürün haline getirir. Kalite kontrol departmanının personeli, bitmiş amortisörlerin basıncını rastgele numuneler ve test eder. Basınç testini geçen amortisörler paketlenmektedir. Paketlenen amortisörler sevkiyat için araçlara yüklenmek üzere depoya yerleştirilir.
Not: Vulkanizasyon sırasında vulkanizasyon süresi ve sıcaklığı sıkı bir şekilde kontrol edilmelidir. Genel olarak konuşursak, ışığın eklenmesiyle kauçuğun çapraz bağlanma derecesi artarken kauçuğun modülü ve kauçuğun tüketim katsayısı azalır. Bu nedenle kauçuk esnek bağlantıların vulkanizasyonunun eksiksiz olması gerekir. Hem az vulkanizasyon hem de aşırı vulkanizasyon, bitmiş ürünün performansının düşmesine neden olacaktır.
Alakalı haberler
- Kanalizasyon Borusu Nasıl Çalışır?
- U-PVC Boru Modern Boru Sistemlerini Nasıl Geliştirir?
- Neden UPVC Borular ve HDPE Borular Arasında Seçim Yapmalısınız?
- Sfero Döküm Boru Neden Hala Uzun Ömürlü Su Şebekelerinde Güvenli Seçimdir?
- Hangi Boru Hattı Kurulum Makineleri ve Araçları Daha Hızlı, Daha Güvenli ve Daha Kârlı Projeler Teslim Etmeme Yardımcı Oluyor?
- Sünek demir boruların kalite kontrolü için önemli noktalar
bana mesaj bırak





")





